
Stuksvejsning af trykrør – generelt
Stuksvejsning af trykrør – hvordan nu ?
Følg altid rørleverandørs anvisning.

Gør dig først klart hvilket fabrikat – dimension og type rør der skal svejses .
Sørg for at have rør fabrikantens stuksvejseinstruktioner.
Kontroller at rør har været opbevaret korrekt ifølge rørproducenten, med hensyn til ovalietet, ridser, sammenklemning m. m.
Følg rør fabrikantens anvisninger vedrørende rørgrav, fyldnings-materiale, komprimering, tildækning o.s.v.
Følg arbejdstilsynets anvisninger for arbejde i rørgrav.
Check at din maskine kan svejse de ønskede dimensioner. I-sæt eventuelt passende reduktioner i spændebakkerne til rør.
Til maskinen skal der være en kalibrerings-rapport (trykkarakteristik) der om-sætter maskinens visning af tryk i bar til Newton . Rapporten må ikke være mere end 1 år gammel ,og du skal sikre dig at maskinens nummer på slæde og nummer på hydraulikstation stemmer overens med dem på trykkarakteristikken.
Skal der fjernes svejsevulster , klargør vulstfjernerudstyr til pågældende dimensioner.
Benyt svejsetelt / svejseparasol ved regnvejr og lignende.
Anvendes generator til stuksvejsning, skal den kontinuerlige ydelse være stor nok til maskinens forbrug.

Den teflonbelagte overflade på svejsespejlet (varmepladen) skal være ren og hel .
Tænd svejsespejlet og indstil det på den temperatur der er opgivet i rør fabrikantens stuksvejseinstruktion.
Check overflade temperatur med eksternt termometer ved start af hver enkelt svejsning.
Bemærk : Spejlets temperaturindstilling er kun vejledende, det er det eksterne termometer der er gældende.

Har maskinen stået ubenyttet længe, skåner det pakningerne hvis stempelstænger får et pift med VD40 eller lignende inden man kører med slæden.
På nogle fabrikater rør med beskyttelses-kappe, forlanger producenten at kappen fjernes i svejseområdet. Anvend altid kappefjerner ; aldrig kniv .
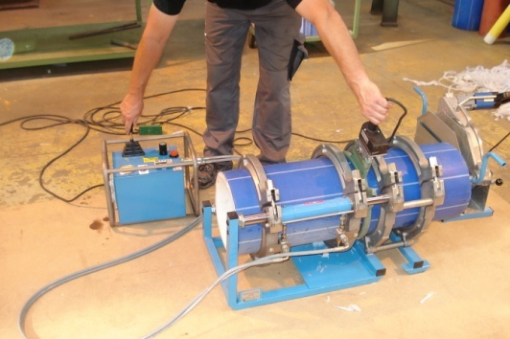
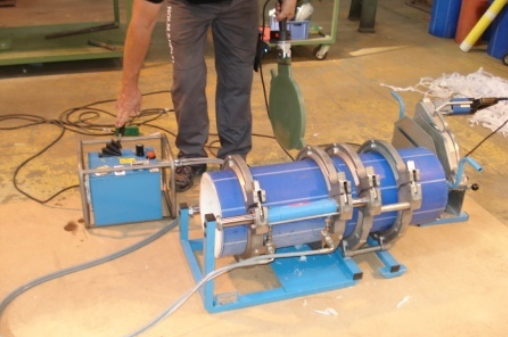
Fastspænd rør i slæden med ens udhæng i midte, og stadig plads til høvlen. Vend mærkningen opad. Mærkning tæt ved svejsestedet bortskrabes. Rør opspændes så mindst mulig forskydning opnås.
Ved længere rør fastspændt i den bevægelige side skal røret være anbragt på rullebukke så røret kan bevæges frit under svejsning. Anvend aldrig træklodser eller lignende i stedet for rullebukke, da friktionen vil være meget svingende, hvilket giver forkert svejsetryk. Lad beskyttelses-hætter på rørets frie ende blive på.

I-sæt planhøvl. Hold aldrig i området med de roterende dele / skarpe knive.
Tænd for høvlen.
Nogle større høvle er 380 V, omdrejnings-retning kontrolleres, eventuelt byttes en fase i stik.
Kør rør ind mod den roterende høvl med et tryk stort nok til at tage spån til begge sider, men aldrig så stort at høvl-motor lyder anstrengt.
Kør rør fra den stadig roterende høvl.
Sluk høvl og sæt den i holder.
Kontroller at rør er korrekt høvlet, ellers gentag.
Hvis høvlen ikke tager spån: Knive skal være skarpe , i modsat fald skal de vendes eller skiftes. Knive skal have en højde på ca. 0,2 mm. over plan, man kan fint bruge liner af papir under knive.
Fjern spåner fra svejseområdet.
Fjern dem også fra naturen, spåner fra PE er almindeligt brændbart affald, eller aflever til genbrug.
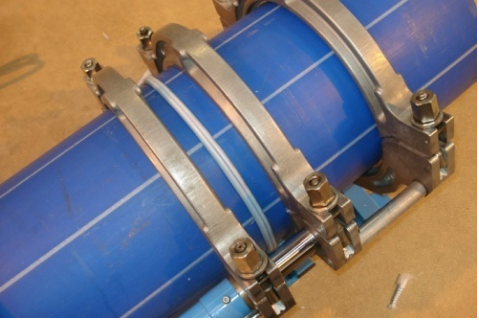
Kør rørene imod hinanden og kontroller kant-forskydning, og at rør er plane imod hinanden.
Kant-forskydning kan mindskes ved at løsne/spænde spændebakker og ved at dreje rør.
Efter ændring på opspænding gentages høvling.

Rørenes ender kan rengøres med sprit og køkkenrulle eller renseservietter.

Find slæbetryk (maskinens visning i Bar når den kun lige kan bevæge røret).
Forud-indstil svejsetryk på manometer ( svejsekraft i Newton fra stuksvejseinstruktion omsat til Bar ved hjælp af trykkarakteristik + slæbetryk ).
Kontroller temperatur på spejl
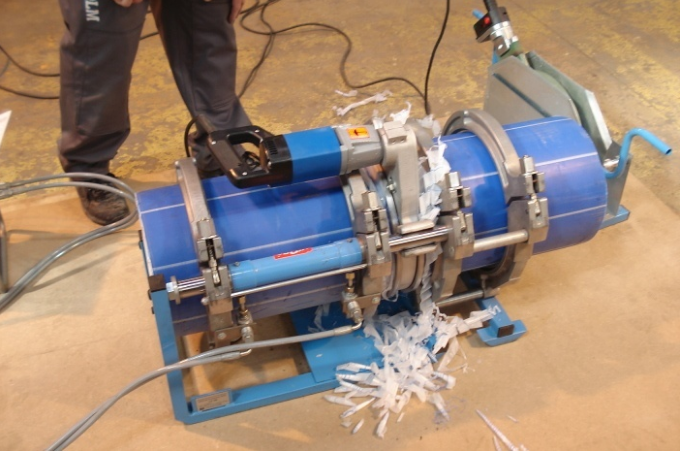
I-sæt spejl og kør rørets ender imod spejlet med forud-indstillet svejsetryk, indtil der er opbygget en vulst mod spejl, som angivet i stuksvejseinstruktion.

Når der er opbygget en vulst mod spejl som angivet i stuksvejseinstruktion, sættes der i trykløs.
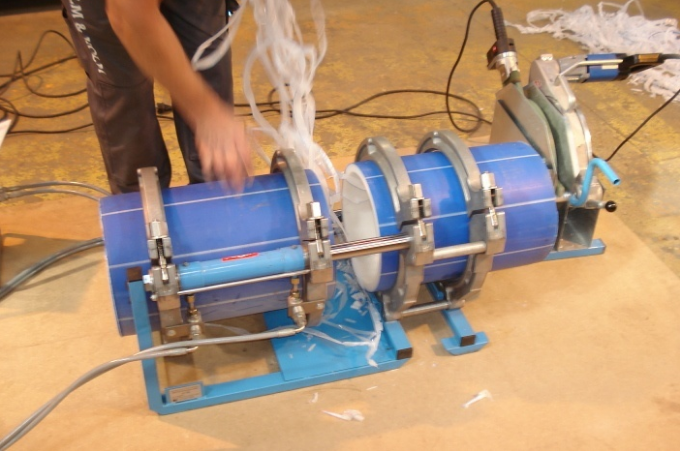
Når varme/sivetid er slut køres rør fra hinanden, spejl fjernes og rør køres sammen med det forud-indstillede svejsetryk. Betjenings-greb holdes i minimum 20 sekunder (trykopbygning).
Omstillingstiden ved stuksvejsning skal være så kort som muligt og ikke længere end angivet i stuksvejseinstruktion.
Med mærkepen skrives dato, tid, maskine og svejsers initialer.
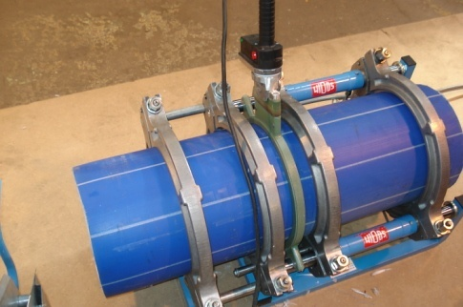
Fuldt svejsetryk holdes i hele køletiden som er angivet i stuksvejseinstruktioner.

Skal den indvendige og / eller udvendige vulst fjernes efter stuksvejsning, gøres det nemmest i køletiden , imens røret stadig sidder i maskinen og svejsningen er” hånd-lun”.
Stuksvejsning har samme styrke selvom vulster er fjernet.

Efter endt køletid, aflast maskinen til trykløs (0 bar), hvorefter spændebakker kan åbnes og du er klar til næste svejsning.
Svejsning af fittings
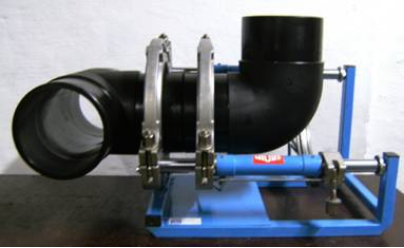
På Widos maskiner og Hürner maskiner op til 355 mm. kan den venstre basis-bakke kan let afmonteres ved at løsne 3 skruer, hvilket giver mulighed for at lave komplicerede svejsninger (T-stykker m.v.)
Hvad værktøjs-kassen bør rumme.
Termometer
Stopur
Nøgle til spændebakker.
Nøgle til reduktioner.
Nøgle passende til knive på høvl.
Inden du stiller udstyret på plads til næste bruger.
Maskine rengøres.
Stempelstænger på slæde tørres over med tyndt lag syrefri olie
Knive skal være skarpe.
Alle ledninger og slanger skal være hele.
Teflon (coatning) på spejl skal være hel og “slippe” godt.
Maskinen skal stå tørt.
✉ SEND MAIL ✉
🕿 RING +45 98351930 🕿